Greg Hrinya, Associate Editor03.09.18
When it comes to printing labels, proofing might not offer the same name cache as other facets of the process, but it is no less important. A label converter’s customer requires an accurate visual representation of what a label job will look like upon completion. This is where proofing comes into play.
Proofs are designed to provide brand owners and printers with an accurate mock-up of the finished product. This will include everything from color matching to layout positions. The various software suites available on the market can account for printing processes like flexo, digital, offset and gravure. In today’s digital world, a proof can consist of a PDF with the necessary versions of the job. Converters will need approval from their customers before proceeding with a print job, in order to ensure what goes to press is exactly as it is intended.
According to Mark Samworth, a color consultant at Esko, the proofing process essentially requires a color printer with a larger gamut than the printing press, and a color management system that can alter the colors on the proof printer to match the final result when printed on the color press.
Marc Welch, director of strategic accounts at GMG, adds that a spectrophotometer is often used to calibrate and validate proofing, as well as proofing software. The software, also commonly referred to as a proofing RIP, drives an inkjet printer and integrates the spectrophotometer into the proofing process. With the technological advancements in the printing industry, it comes as no surprise that proofing has become quite technical and efficient.
“Proofing has progressed quite significantly over the past 40 years,” explains Samworth. “At first, it moved from press proofing to off-press proofing of film. From there, it advanced to proprietary digital proofing systems, where the color printer and color management system were together in one unit made by one vendor. Now, the color printer is a mass-market product – with thousands being manufactured a year – and is driven by color management software that performs the specialty function to make the device match the press.”
Spectral data has also improved the proofing process. “The ability to use spectral data as opposed to L*a*b* data has really changed how profiles are made and what profiles can do,” explains Jessica Harrell, technologies manager at Anderson & Vreeland. “Spectral data gives so much more information about the ink and how it changes in color in relation to substrate, density and dot gain changes. This creates a more predictive profile, but it also allows a profile to be created from less press data.”
Even with enhanced technology, Samworth notes that virtual soft proofing – approval based on computer images – could work in certain applications, but the option is not a great one for labels and packaging, especially when dealing with spot colors.
Digital printing technology has changed the proofing game. Small footprint digital printers have also become a mainstay in this space. The goal is to move proofing work from larger digital presses to smaller (or non-production) ones. Larger, faster digital printers are ideally suited for production.
“The high-end companies that make color printers capable to be used for color proofers make them in different sizes,” says Samworth. “So, you can produce an accurate reproduction of the job. While a small footprint proofing printer is nice, ideally your proofer should be as large as your press. That way, it’s helpful for the pressman to be able refer to an approved job that may have been shown as a step and repeat.”
Press proofs on a flexographic press would be too costly, as the cost of materials, such as substrates and plates, would be superfluous for one proof.
According to Welch, contract proofing is largely dominated by inkjet proofing systems, since previous proofing technologies are no longer prevalent in production. Inkjet is less expensive, therefore lowering operational costs. “Analog proofing systems like Matchprint, Approval and others have virtually disappeared or have been discontinued by their vendors,” he explains. “These systems could never achieve the 1 ∆E tolerances of today’s technology, contributing to their obsolescence in the market.”
Color accuracy and repeatability ultimately drive the validity of a proofing system, regardless of the footprint. For example, Epson offers a tabletop printer, the Epson P5000, which can meet the needs for contract proofing. This unit has the same tolerances as the company’s 24" and 44" printers and can be equipped with an optional on-board spectrophotometer.
Multi-Color Corp., for example, says on its website that it tailors proofing solutions to be substrate and varnish specific. By using an HP Indigo 6000 series digital press, Multi-Color can provide proofs quickly, stating its goal is “label printing with no surprises.”
Primera is currently offering its ColorGate color management software Productionserver 10 for its CX1200 digital color label press. The press’ software delivers color management functionality along with a host of other features to guarantee the same printing results of one job when produced by the CX1200.
“An inkjet proofing system is a type of digital printing, and some users utilize proofing technology for short-run digital printing,” explains Welch. “Conversely, some users use digital printing systems for proofing. The lines have become blurred. It depends more on the tolerances required for the proof. The GMG contract proofing solution can operate unlimited numbers of proofing systems within 1 ∆E of each other anywhere in the world.”
Pinpoint Accuracy
Accuracy is obviously critical for proofing equipment and software. Companies need to confirm that their intended label is what will be produced on a much larger scale.
To match CMYK process work, Esko considers an accurate proof to be an average ∆E of less than 1.0. Esko systems are designed to meet those standards. Other companies may have accuracy guidelines that differ.
GMG Color, meanwhile, follows similar stringent guidelines for accuracy. GMG customers operate multi-node digital proofing systems less than 1 ∆E to each other, every day on every proof, anywhere in the world, says Welch. In order to guarantee these standards, GMG relies upon high levels of automation and on-board spectrophotometers to make this process simple and reliable.
“Proofing equipment and software is quite repeatable and does an exceptional job of matching the reference color gamut (press data). Generally, most inconsistencies are related to press repeatability,” says Alix Guyot, technologies team leader at Anderson & Vreeland. “If a converter can consistently reproduce the same color with as little fluctuation as possible, they will be able to implement a successful and predictable proofing system.”
Spot color accuracy is another matter entirely. Digital proofing for spot colors can pose a challenge because many printers usually work with 6-7 different colorants and lack the gamut of the Pantone solid book, which was matched with 14 colorants. According to Samworth, this problem disappears when you are using expanded gamut. “The original file with spot colors is not within the gamut of the proofer,” he says. “However, all of the spot colors are compressed up front when they are converted to seven (expanded gamut) colors. The compression behind expanded gamut pulls the colors within the gamut of both press and proofer, so that the match between them is the best we could ever expect. In other words, with expanded gamut printing, the press gamut is within the gamut of the proofer.”
Quantifying spot colors is also difficult. For those spot colors where Esko can meet the gamut of a proofing device, it aims for an average match of less than 1 ∆E. “For colors outside the gamut of the digital proofer, you should take the amount the printer is out of gamut (e.g., 3 ∆E) and then add the average ∆E above that,” adds Samworth.
How Important is Proofing?
According to Esko’s Samworth, the role and importance of proofing is “an ongoing argument.” Accurate representation from press to proof is an important task in a prepress workflow, with some thinking it is the most important. “Its value goes way beyond that,” he says. “Ultimately, people now use proofing to move the entire approval process from the press, where you are tying up raw materials and time, to the proof. If a proof is reliable enough to be approved up front, then the pressman has a representative piece to compare to, and the client does not have to go to the run. The objective is to approve the job before it gets to the press.”
GMG’s Welch adds that contract proofs are essentially contracts between the client and the converter. If the proof does not match the label, the client can reject the job and even seek recourse for delays and re-work costs. In order to avoid complications, the necessary tolerances should be clearly defined before a project starts.
According to Primera, proofing is vital for label jobs because it ensures specific company or brand colors are printed on labels as they need to be. The digital printing provider cites Coca-Cola as an example. Coca-Cola utilizes one specific red for its classic product and logo. A multitude of printing methods might be used for different applications, from ads to billboards to labels, and the converter must be certain that the specific Coca-Cola red is identical throughout various mediums.
Primera also notes that more printing houses have invested in small footprint digital printers to offer small label runs. Printers normally wouldn’t be able to offer cost-effective proofs with larger full production units. Customers often expect proofing even when ordering just a small batch of labels, as well.
proofing Products
There is a wide range of equipment and software available in this market. Anderson & Vreeland provides Epson printers for conventional proofing and Roland printers for specialty proofing, which can be utilized on film or for white ink. The company also offers GMG, CGS-Oris and EFI software depending on the customer need.
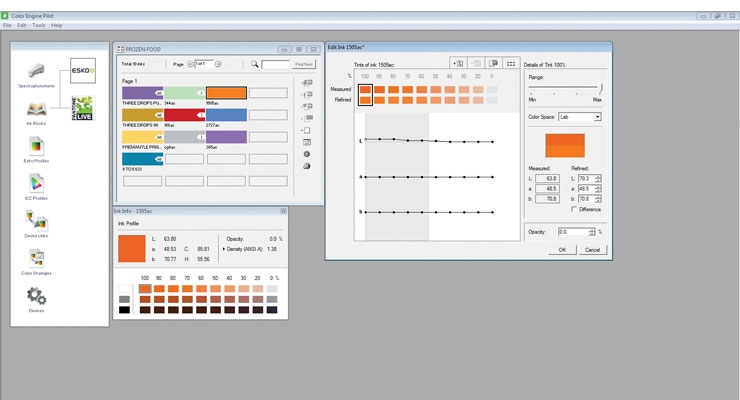
Esko, for example, provides users with software that performs multiple functions, including pieces to make a color proof on a digital proofing printer to accurately quantify the spot colors by connecting with the different Pantone databases or by referring to a company’s spot color database.
“Esko Pack Proof performs the controlled, internal mathematical operations to make sure the proof matches the press for both spot and process colors, as well as expanded gamut,” says Samworth. “This works to create predictable proofs of any print process, including flexo, digital, offset, gravure and others.”
Running a proof on press can be costly and time consuming. Pack Proof is designed to predict the press result while also telling printers how many colors are needed on a digital press. Pack Proof is fully integrated with Esko Suite. Pack Proof connects with Automation Engine, and it is based on Color Engine and Imaging Engine technology. Imaging Engine provides high performance imaging that can be scaled in order to drive multiple devices, whether they be proofers, CDI or other platemakers.
Consistency between plate production and the proof is also vitally important. Pack Proof has Esko Imaging Engine technology at its heart, meaning that the same imaging technology that is used for the proof can be used for CTP production in flexo and offset. Imaging Engine provides high performance imaging that can be scaled in order to drive multiple devices, whether it’s a proofer, an Esko CDI plate image device, or other platemakers.
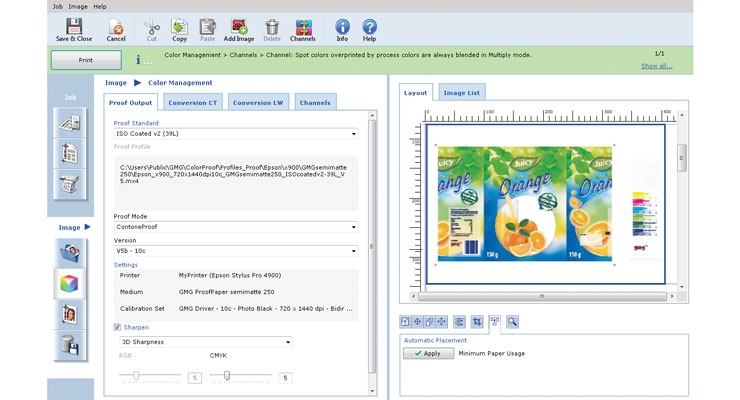
GMG offers ColorProof and FlexoProof for the proofing market. “Virtually all major supply chain providers use GMG ColorProof as their proofing platform,” says GMG’s Welch. “This system can be equipped with many optional modules to meet the needs of contract proofing for flexographic, offset and gravure package production worldwide.”
ColorProof can accommodate a wide range of substrates and spot colors, which can provide a challenge in most proofing workflows. FlexoProof lets users create individual substrate structures, such as paper fibers or embossed structures, for proof output.
GMG FlexoProof also has HKS and the Pantone-Library pre-loaded as standards. All available spot colors are stored in a central color database and can be added by the user at any time. All spot colors can be entered and measured automatically in any gradation, and FlexoProof controls up to 64 separations in one image.
In addition, with FlexoProof, by allowing users to create individual substrate structures for proof output, it is possible to simulate any number of unfavorable conditions like printing on inferior quality paper.
“Overprinting spot colors are calculated using a special algorithm and printed accurately by taking the substrate into account,” adds Welch. “In this way, even Duplex effects or color models like Hexachrome can be reliably calculated and simulated. Color opacity and sequencing can also be user-defined. White under-printing, which is indispensable in packaging, can also be defined as a separate color.”
There are solutions for soft proofing, as well. GTI Graphic Technology, a manufacturer of lighting systems for critical color viewing, color communication and color match assessment, has teamed with Remote Director for a complete suite of soft proofing solutions. These products replace a traditional hard copy proof and serve as a contract between a supplier and a buyer.
Proofs are designed to provide brand owners and printers with an accurate mock-up of the finished product. This will include everything from color matching to layout positions. The various software suites available on the market can account for printing processes like flexo, digital, offset and gravure. In today’s digital world, a proof can consist of a PDF with the necessary versions of the job. Converters will need approval from their customers before proceeding with a print job, in order to ensure what goes to press is exactly as it is intended.
According to Mark Samworth, a color consultant at Esko, the proofing process essentially requires a color printer with a larger gamut than the printing press, and a color management system that can alter the colors on the proof printer to match the final result when printed on the color press.
Marc Welch, director of strategic accounts at GMG, adds that a spectrophotometer is often used to calibrate and validate proofing, as well as proofing software. The software, also commonly referred to as a proofing RIP, drives an inkjet printer and integrates the spectrophotometer into the proofing process. With the technological advancements in the printing industry, it comes as no surprise that proofing has become quite technical and efficient.
“Proofing has progressed quite significantly over the past 40 years,” explains Samworth. “At first, it moved from press proofing to off-press proofing of film. From there, it advanced to proprietary digital proofing systems, where the color printer and color management system were together in one unit made by one vendor. Now, the color printer is a mass-market product – with thousands being manufactured a year – and is driven by color management software that performs the specialty function to make the device match the press.”
Spectral data has also improved the proofing process. “The ability to use spectral data as opposed to L*a*b* data has really changed how profiles are made and what profiles can do,” explains Jessica Harrell, technologies manager at Anderson & Vreeland. “Spectral data gives so much more information about the ink and how it changes in color in relation to substrate, density and dot gain changes. This creates a more predictive profile, but it also allows a profile to be created from less press data.”
Even with enhanced technology, Samworth notes that virtual soft proofing – approval based on computer images – could work in certain applications, but the option is not a great one for labels and packaging, especially when dealing with spot colors.
Digital printing technology has changed the proofing game. Small footprint digital printers have also become a mainstay in this space. The goal is to move proofing work from larger digital presses to smaller (or non-production) ones. Larger, faster digital printers are ideally suited for production.
“The high-end companies that make color printers capable to be used for color proofers make them in different sizes,” says Samworth. “So, you can produce an accurate reproduction of the job. While a small footprint proofing printer is nice, ideally your proofer should be as large as your press. That way, it’s helpful for the pressman to be able refer to an approved job that may have been shown as a step and repeat.”
Press proofs on a flexographic press would be too costly, as the cost of materials, such as substrates and plates, would be superfluous for one proof.
According to Welch, contract proofing is largely dominated by inkjet proofing systems, since previous proofing technologies are no longer prevalent in production. Inkjet is less expensive, therefore lowering operational costs. “Analog proofing systems like Matchprint, Approval and others have virtually disappeared or have been discontinued by their vendors,” he explains. “These systems could never achieve the 1 ∆E tolerances of today’s technology, contributing to their obsolescence in the market.”
Color accuracy and repeatability ultimately drive the validity of a proofing system, regardless of the footprint. For example, Epson offers a tabletop printer, the Epson P5000, which can meet the needs for contract proofing. This unit has the same tolerances as the company’s 24" and 44" printers and can be equipped with an optional on-board spectrophotometer.
Multi-Color Corp., for example, says on its website that it tailors proofing solutions to be substrate and varnish specific. By using an HP Indigo 6000 series digital press, Multi-Color can provide proofs quickly, stating its goal is “label printing with no surprises.”
Primera is currently offering its ColorGate color management software Productionserver 10 for its CX1200 digital color label press. The press’ software delivers color management functionality along with a host of other features to guarantee the same printing results of one job when produced by the CX1200.
“An inkjet proofing system is a type of digital printing, and some users utilize proofing technology for short-run digital printing,” explains Welch. “Conversely, some users use digital printing systems for proofing. The lines have become blurred. It depends more on the tolerances required for the proof. The GMG contract proofing solution can operate unlimited numbers of proofing systems within 1 ∆E of each other anywhere in the world.”
Pinpoint Accuracy
Accuracy is obviously critical for proofing equipment and software. Companies need to confirm that their intended label is what will be produced on a much larger scale.
To match CMYK process work, Esko considers an accurate proof to be an average ∆E of less than 1.0. Esko systems are designed to meet those standards. Other companies may have accuracy guidelines that differ.
GMG Color, meanwhile, follows similar stringent guidelines for accuracy. GMG customers operate multi-node digital proofing systems less than 1 ∆E to each other, every day on every proof, anywhere in the world, says Welch. In order to guarantee these standards, GMG relies upon high levels of automation and on-board spectrophotometers to make this process simple and reliable.
“Proofing equipment and software is quite repeatable and does an exceptional job of matching the reference color gamut (press data). Generally, most inconsistencies are related to press repeatability,” says Alix Guyot, technologies team leader at Anderson & Vreeland. “If a converter can consistently reproduce the same color with as little fluctuation as possible, they will be able to implement a successful and predictable proofing system.”
Spot color accuracy is another matter entirely. Digital proofing for spot colors can pose a challenge because many printers usually work with 6-7 different colorants and lack the gamut of the Pantone solid book, which was matched with 14 colorants. According to Samworth, this problem disappears when you are using expanded gamut. “The original file with spot colors is not within the gamut of the proofer,” he says. “However, all of the spot colors are compressed up front when they are converted to seven (expanded gamut) colors. The compression behind expanded gamut pulls the colors within the gamut of both press and proofer, so that the match between them is the best we could ever expect. In other words, with expanded gamut printing, the press gamut is within the gamut of the proofer.”
Quantifying spot colors is also difficult. For those spot colors where Esko can meet the gamut of a proofing device, it aims for an average match of less than 1 ∆E. “For colors outside the gamut of the digital proofer, you should take the amount the printer is out of gamut (e.g., 3 ∆E) and then add the average ∆E above that,” adds Samworth.
How Important is Proofing?
According to Esko’s Samworth, the role and importance of proofing is “an ongoing argument.” Accurate representation from press to proof is an important task in a prepress workflow, with some thinking it is the most important. “Its value goes way beyond that,” he says. “Ultimately, people now use proofing to move the entire approval process from the press, where you are tying up raw materials and time, to the proof. If a proof is reliable enough to be approved up front, then the pressman has a representative piece to compare to, and the client does not have to go to the run. The objective is to approve the job before it gets to the press.”
GMG’s Welch adds that contract proofs are essentially contracts between the client and the converter. If the proof does not match the label, the client can reject the job and even seek recourse for delays and re-work costs. In order to avoid complications, the necessary tolerances should be clearly defined before a project starts.
According to Primera, proofing is vital for label jobs because it ensures specific company or brand colors are printed on labels as they need to be. The digital printing provider cites Coca-Cola as an example. Coca-Cola utilizes one specific red for its classic product and logo. A multitude of printing methods might be used for different applications, from ads to billboards to labels, and the converter must be certain that the specific Coca-Cola red is identical throughout various mediums.
Primera also notes that more printing houses have invested in small footprint digital printers to offer small label runs. Printers normally wouldn’t be able to offer cost-effective proofs with larger full production units. Customers often expect proofing even when ordering just a small batch of labels, as well.
proofing Products
There is a wide range of equipment and software available in this market. Anderson & Vreeland provides Epson printers for conventional proofing and Roland printers for specialty proofing, which can be utilized on film or for white ink. The company also offers GMG, CGS-Oris and EFI software depending on the customer need.
Esko, for example, provides users with software that performs multiple functions, including pieces to make a color proof on a digital proofing printer to accurately quantify the spot colors by connecting with the different Pantone databases or by referring to a company’s spot color database.
“Esko Pack Proof performs the controlled, internal mathematical operations to make sure the proof matches the press for both spot and process colors, as well as expanded gamut,” says Samworth. “This works to create predictable proofs of any print process, including flexo, digital, offset, gravure and others.”
Running a proof on press can be costly and time consuming. Pack Proof is designed to predict the press result while also telling printers how many colors are needed on a digital press. Pack Proof is fully integrated with Esko Suite. Pack Proof connects with Automation Engine, and it is based on Color Engine and Imaging Engine technology. Imaging Engine provides high performance imaging that can be scaled in order to drive multiple devices, whether they be proofers, CDI or other platemakers.
Consistency between plate production and the proof is also vitally important. Pack Proof has Esko Imaging Engine technology at its heart, meaning that the same imaging technology that is used for the proof can be used for CTP production in flexo and offset. Imaging Engine provides high performance imaging that can be scaled in order to drive multiple devices, whether it’s a proofer, an Esko CDI plate image device, or other platemakers.
GMG offers ColorProof and FlexoProof for the proofing market. “Virtually all major supply chain providers use GMG ColorProof as their proofing platform,” says GMG’s Welch. “This system can be equipped with many optional modules to meet the needs of contract proofing for flexographic, offset and gravure package production worldwide.”
ColorProof can accommodate a wide range of substrates and spot colors, which can provide a challenge in most proofing workflows. FlexoProof lets users create individual substrate structures, such as paper fibers or embossed structures, for proof output.
GMG FlexoProof also has HKS and the Pantone-Library pre-loaded as standards. All available spot colors are stored in a central color database and can be added by the user at any time. All spot colors can be entered and measured automatically in any gradation, and FlexoProof controls up to 64 separations in one image.
In addition, with FlexoProof, by allowing users to create individual substrate structures for proof output, it is possible to simulate any number of unfavorable conditions like printing on inferior quality paper.
“Overprinting spot colors are calculated using a special algorithm and printed accurately by taking the substrate into account,” adds Welch. “In this way, even Duplex effects or color models like Hexachrome can be reliably calculated and simulated. Color opacity and sequencing can also be user-defined. White under-printing, which is indispensable in packaging, can also be defined as a separate color.”
There are solutions for soft proofing, as well. GTI Graphic Technology, a manufacturer of lighting systems for critical color viewing, color communication and color match assessment, has teamed with Remote Director for a complete suite of soft proofing solutions. These products replace a traditional hard copy proof and serve as a contract between a supplier and a buyer.