

Steve Katz, Contributing Editor03.04.21
The anilox roll is often called the “heart” of the flexographic printing process. Synonymous with flexography (aka flexo) – for decades the print method of choice for narrow web label converters – its importance to the industry is paramount. While substrates and inks are what an end user sees and feels, the anilox roll is the vehicle for how these elements come together.
An anilox roll is a hard cylinder whose surface contains millions of very fine dimples, which are known as cells. The anilox comes into contact with the ink via a metering roll, and after a doctor blade scrapes off the excess ink from the roll’s surface, the roll then contacts the plate, thus transferring the ink. The inked plate then comes into contact with the substrate. In essence, that’s flexo, and the function of an anilox roll is to control the thickness of the wet ink as it’s transferred to the printing plate.
The key is in the cells. Cell volume, cell angle and line screen all factor into determining the optimal amount of ink to be delivered to the plate.
Many aspects of the label industry have evolved as customer demands for efficiency and high-quality print increase. The anilox roll continues its evolution alongside other elements of the supply chain in playing a critical role for meeting the demands of today’s discerning print buyers.
Anilox evolution
“The evolution of anilox roll technology has been customer driven,” states Mickey Bower, technical manager for Interflex Laser Engravers. “Flexo printers are looking for improved quality to be able to continually keep up with demands of their customers. With high costs still associated with digital platforms, customers want digital quality at flexo pricing. In order to do this, anilox engravers have pursued updated technology in the lasers, as well as the software used to engrave.”
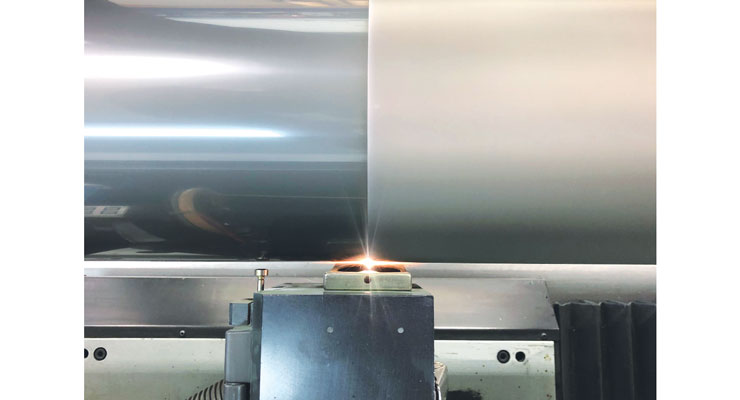
According to Bower, improvements in laser technology play a key role in advancing anilox roll quality and performance. He explains, “The CO2 lasers of the past used a lot of power and hit the ceramic hard. This would give you a deep cell that did not have a strong geometric shape. The new fiber lasers use less power and have multiple hits. This allows the shape of the cell to stay much more geometric. You can say that the CO2 lasers are like a plow and the fiber lasers are more like a scalpel. The CO2 lasers also would engrave in the shape of a funnel or tornado. The deeper the cell went, the narrower the bottoms would get. This created a deep non-efficient cell. With a new fiber laser, you can maintain a more open cell with a nice flat bottom. This helps with efficiency and cleaning of the cells.”
The software for the lasers plays a significant role on how the laser performs. Bower explains, “With the evolution of the software, engravers have been able to increase the speeds in which an engraving can be completed. The software also allows talented engravers to be able to develop different cell formations. These cell formations are used to keep up with the demands needed by our customers.”
Sean Teufler, technical director, Harper Corporation of America, notes that over the years the refinement in the manufacturing process has allowed the performance of the anilox roll to significantly improve. He says, “The greatest achievement in the anilox manufacturing process has been the ability to control the porosity and surface roughness (RA) of the ceramic. Harper’s ability to achieve a low porosity that is under 1% with a RA value well under three before the anilox enters the laser process has greatly increased quality while allowing for the introduction of new laser technology and engravings.”
Anilox rolls have a come a long way. The earliest anilox rollers were mechanically-engraved and chrome plated with pyramid or quadrangular patterns, dependent upon the metering system being used.
“These rollers were very prone to wear and damage,” states Micheal Foran, president, CEO and founder of ARC International. “In the ‘70s, ceramic rollers came into being, first with random surfaces (no engraving) followed by engraved patterns with sprayed ceramic surfaces. While these rollers were more durable, the print quality was suspect due to the coarse surfaces. When the earliest laser-engraved ceramic rollers were introduced in the 80s, these rollers were processed with less fine chrome oxide ceramic and high-powered lasers that had been meant for rubber flexo rollers. Thus, the finishes were rough and required excessive superfinishing.”
Foran adds, “While being more durable and providing more longevity, improvements over time with better grades of chrome oxide, new laser technology (YAG lasers followed by fiber optic technology with multi-hit technology) more engraving consistency became the norm.”
At the heart of flexo anatomy
In examining the flexo printing process, at its core there are four main components that work together in order to print properly – inks, anilox engraving, doctor blades, and the printing plate.
“The ink would be considered the ‘blood’ of the press,” explains Bower. The blood cannot do its job unless it is moved correctly. The anilox would be considered the ‘heart,’ as it needs to deliver the ‘blood’ to the printing plate. Also, just like the heart, it has to deliver the exact amount of liquid needed at the right time. The doctor blades would be considered the valve, as it makes sure that the ink is metered. The plate would be the body. The body needs the correct amount of ink to make the process work.”
Ruud van Cuijk, managing director North America, Apex International, agrees that the anilox is the “heart of flexo,” however, he says, the effect that the anilox has on the print process is rarely fully understood. “The liquid ink has to be transported with precise accuracy to the printing plate surface. The anilox is in direct contact with three process elements: The printing plate, which is a compressible polymer surface, where it is required to deliver a perfect accurate layer of ink; the doctor blade, which is a hard solid steel blade that is designed to “wipe” the ink smooth across the anilox surface; and the ink, which is a fluid substance with the added complication that the rheology and performance will change with temperature.
“The quality of the anilox will be judged on its performance related to all the above contact points,” adds van Cuijk. “To add more to the complexity, an anilox is engraved with millions of tiny cells that require extreme accuracy and control. To put the level of accuracy into perspective, the following facts should help bring things into focus: 1.0 BCM in anilox volume, when engraved with a good cell shape, will have a depth of 4.65 microns. Whereas printed labelstock is around 130 microns.
“Therefore,” van Cuijk says, “One could say that in the same way the heart takes oxygenated blood from the lungs and pumps it around the body, then returns the used deoxygenated blood back to the lungs to be refilled, the anilox takes the liquid from the ink tray, and it then delivers a controlled, smoother layer to the plate. Then it finally returns to the ink tray to be refilled.”
Dedicated Suppliers
While inferior anilox technology may save converters money in the short term, on the backend, the result may be inconsistent print, print defects, slower run speeds, time consuming maintenance and cleanup, lost productivity, decreased efficiency and low print quality.
“High-quality ceramic, consistent, uniform cell development and using the appropriate cell technology for the application are critical for being able to produce high-quality, consistent prints in an efficient and cost-effective manner, which saves time and money on the press floor,” says Harper’s Teufler. “Harper understands this and has been committed to assisting printers obtain the best return on investment since 1971 by investing in education, technology, research and development. This commitment is at the core of who Harper is as a company. With over 220 years of combined experience in flexography, we’re committed to working alongside printers to troubleshoot issues, solve problems, be innovative and create long-lasting partnerships.”
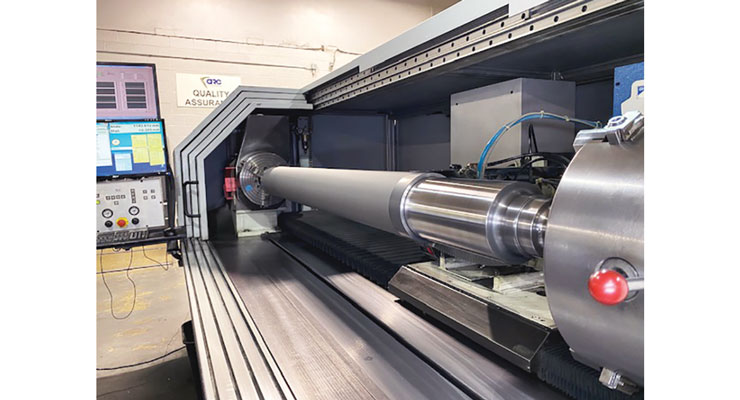
In manufacturing its anilox rolls, at Harper there is no such thing as “cookie-cutter,” Teufler says, as each anilox is treated as a custom roll throughout the process. “Based on the application the anilox is coated with various multi-size particles in order to create the densest coating. The anilox is then polished down to the required specifications. Once the anilox is polished to a mirror-like finish, the surface is engraved to the specified line screen, volume and geometry. Harper performs test burns on each end prior to engraving the entire anilox to ensure consistency throughout the process. Each anilox is then polished and prepared for shipment. At Harper, the anilox is inspected at each step, ensuring quality throughout the process, and then inspected again prior to shipment. If an anilox fails at any point in the process, the anilox returns to the beginning.
Harper Corporation offers anilox rolls and sleeves with a number of geometries and engravings to suit any application. Teufler adds, “Whether you are looking for the traditional geometries like the hex, trihelical, or quad, special engravings like elongated hex, or custom channel engravings, Harper has you covered.”
Apex International, over the last 30 years, has prided itself as an industry innovator, noting its pioneering work in introducing the 60° hexagonal cell that enabled platemaking to migrate to finer dot screens. “Apex was the first to deeply understand that the fine management of ink volume was the absolute key to print consistent quality and worked extensively to bring the volume of ink contained in the anilox cells under control,” van Cuijk says.
In 2010, Apex introduced its patented GTT technology. “GTT technology changed the industry and kick-started a trend of exotic engravings that had some positives but also had some negatives. For stability and control, there are only two choices for a converter: GTT that is controlled and consistent with a bigger print range, and 60° hexagonal cells engraved to optimum cell shape (not extreme specs).
Apex’s van Cuijk stresses that because the flexo print process has many variables, from tape, plate, ink, temperature, substrate, press speed and the anilox, several combinations will allow a converter to achieve a decent result. “However,” he says, “if the heart and foundation of the print process are not accurate, stable and consistent, the effect on print performance will ultimately be poor press efficiency, additional waste, longer setup times, inconsistent quality, excessive anilox inventory, excessive ink stocks, and design bounce.
“Do not let the anilox be a variable,” van Cuijk says. Apex GTT technology will give consistency and reduce the number of anilox rolls required. All flexo printers strive for enhanced productivity and increased press uptime. The best way to support and achieve this is to remove as many variables from the process as possible, reduce the need for an excessive anilox inventory, and gain control of the process.
ARC International manufactures laser anilox rollers for the narrow web, wide web, corrugated and folding carton industries. The rolls are offered in standard 60-degree hexagonal patterns, 70-degree and 75-degree extended hexagonal patterns, dependent upon the type of job being printed.
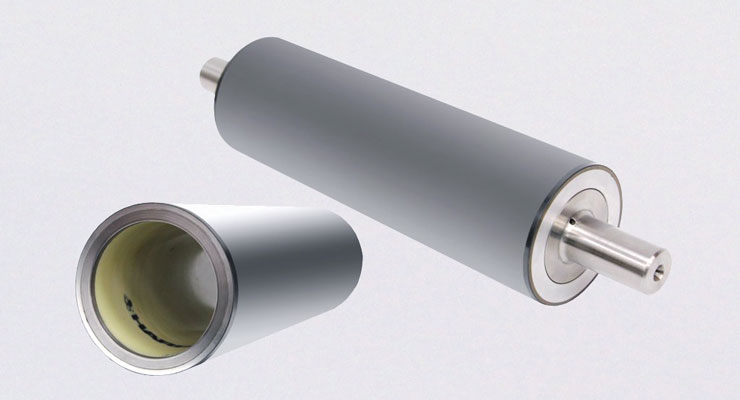
“Traditional anilox rollers are fabricated with steel, stainless steel or aluminum cores. Aluminum is chosen at times to allow for lighter weight. The latest flexographic equipment is supplied with anilox sleeves. ARC offers these with traditional fiberglass inner layers or carbon fiber inner layers, which are less prone to deteriorate and provide greater stability in the press,” Foran says, adding that what separates ARC International anilox rolls from the competition is “a combination of the highest quality chrome oxide material, latest fiber optic laser and thermally treated laser, and being able to create cells by design gives us total flexibility to service our customers’ needs with equipment, seasoned operators and technical support personnel, and exceptional lead times in the industry. We feel that ARC International is a logical choice for laser engraved ceramic anilox rollers and sleeves.”
Interflex Laser Engravers is “laser” focused on engravings and customer service. “This is what we do best,” says Bower. “We don’t make new bases or sleeves, but we will quote and keep inventory on our shelves for active customers. We don’t sell protective covers, but we will be more than glad to install or purchase and sell back to our customers. We don’t sell or make cleaners, but we will send you information on cleaners we have tested. We are able to do this because of the close relationship we maintain with our group of quality suppliers.
“We have made a concerted effort to focus on servicing our customers the best way possible. Interflex Laser Engravers offers printers a quality engraving, on a timely basis that we will stand behind. There are many anilox providers that have divided their focus on selling a variety of products. At Interflex, we put all of our efforts and pride in what we engrave. Steve Jobs said it best: Do not try and do everything. Do one thing well.”
An anilox roll is a hard cylinder whose surface contains millions of very fine dimples, which are known as cells. The anilox comes into contact with the ink via a metering roll, and after a doctor blade scrapes off the excess ink from the roll’s surface, the roll then contacts the plate, thus transferring the ink. The inked plate then comes into contact with the substrate. In essence, that’s flexo, and the function of an anilox roll is to control the thickness of the wet ink as it’s transferred to the printing plate.
The key is in the cells. Cell volume, cell angle and line screen all factor into determining the optimal amount of ink to be delivered to the plate.
Many aspects of the label industry have evolved as customer demands for efficiency and high-quality print increase. The anilox roll continues its evolution alongside other elements of the supply chain in playing a critical role for meeting the demands of today’s discerning print buyers.
Anilox evolution
“The evolution of anilox roll technology has been customer driven,” states Mickey Bower, technical manager for Interflex Laser Engravers. “Flexo printers are looking for improved quality to be able to continually keep up with demands of their customers. With high costs still associated with digital platforms, customers want digital quality at flexo pricing. In order to do this, anilox engravers have pursued updated technology in the lasers, as well as the software used to engrave.”
According to Bower, improvements in laser technology play a key role in advancing anilox roll quality and performance. He explains, “The CO2 lasers of the past used a lot of power and hit the ceramic hard. This would give you a deep cell that did not have a strong geometric shape. The new fiber lasers use less power and have multiple hits. This allows the shape of the cell to stay much more geometric. You can say that the CO2 lasers are like a plow and the fiber lasers are more like a scalpel. The CO2 lasers also would engrave in the shape of a funnel or tornado. The deeper the cell went, the narrower the bottoms would get. This created a deep non-efficient cell. With a new fiber laser, you can maintain a more open cell with a nice flat bottom. This helps with efficiency and cleaning of the cells.”
The software for the lasers plays a significant role on how the laser performs. Bower explains, “With the evolution of the software, engravers have been able to increase the speeds in which an engraving can be completed. The software also allows talented engravers to be able to develop different cell formations. These cell formations are used to keep up with the demands needed by our customers.”
Sean Teufler, technical director, Harper Corporation of America, notes that over the years the refinement in the manufacturing process has allowed the performance of the anilox roll to significantly improve. He says, “The greatest achievement in the anilox manufacturing process has been the ability to control the porosity and surface roughness (RA) of the ceramic. Harper’s ability to achieve a low porosity that is under 1% with a RA value well under three before the anilox enters the laser process has greatly increased quality while allowing for the introduction of new laser technology and engravings.”
Anilox rolls have a come a long way. The earliest anilox rollers were mechanically-engraved and chrome plated with pyramid or quadrangular patterns, dependent upon the metering system being used.
“These rollers were very prone to wear and damage,” states Micheal Foran, president, CEO and founder of ARC International. “In the ‘70s, ceramic rollers came into being, first with random surfaces (no engraving) followed by engraved patterns with sprayed ceramic surfaces. While these rollers were more durable, the print quality was suspect due to the coarse surfaces. When the earliest laser-engraved ceramic rollers were introduced in the 80s, these rollers were processed with less fine chrome oxide ceramic and high-powered lasers that had been meant for rubber flexo rollers. Thus, the finishes were rough and required excessive superfinishing.”
Foran adds, “While being more durable and providing more longevity, improvements over time with better grades of chrome oxide, new laser technology (YAG lasers followed by fiber optic technology with multi-hit technology) more engraving consistency became the norm.”
At the heart of flexo anatomy
In examining the flexo printing process, at its core there are four main components that work together in order to print properly – inks, anilox engraving, doctor blades, and the printing plate.
“The ink would be considered the ‘blood’ of the press,” explains Bower. The blood cannot do its job unless it is moved correctly. The anilox would be considered the ‘heart,’ as it needs to deliver the ‘blood’ to the printing plate. Also, just like the heart, it has to deliver the exact amount of liquid needed at the right time. The doctor blades would be considered the valve, as it makes sure that the ink is metered. The plate would be the body. The body needs the correct amount of ink to make the process work.”
Ruud van Cuijk, managing director North America, Apex International, agrees that the anilox is the “heart of flexo,” however, he says, the effect that the anilox has on the print process is rarely fully understood. “The liquid ink has to be transported with precise accuracy to the printing plate surface. The anilox is in direct contact with three process elements: The printing plate, which is a compressible polymer surface, where it is required to deliver a perfect accurate layer of ink; the doctor blade, which is a hard solid steel blade that is designed to “wipe” the ink smooth across the anilox surface; and the ink, which is a fluid substance with the added complication that the rheology and performance will change with temperature.
“The quality of the anilox will be judged on its performance related to all the above contact points,” adds van Cuijk. “To add more to the complexity, an anilox is engraved with millions of tiny cells that require extreme accuracy and control. To put the level of accuracy into perspective, the following facts should help bring things into focus: 1.0 BCM in anilox volume, when engraved with a good cell shape, will have a depth of 4.65 microns. Whereas printed labelstock is around 130 microns.
“Therefore,” van Cuijk says, “One could say that in the same way the heart takes oxygenated blood from the lungs and pumps it around the body, then returns the used deoxygenated blood back to the lungs to be refilled, the anilox takes the liquid from the ink tray, and it then delivers a controlled, smoother layer to the plate. Then it finally returns to the ink tray to be refilled.”
Dedicated Suppliers
While inferior anilox technology may save converters money in the short term, on the backend, the result may be inconsistent print, print defects, slower run speeds, time consuming maintenance and cleanup, lost productivity, decreased efficiency and low print quality.
“High-quality ceramic, consistent, uniform cell development and using the appropriate cell technology for the application are critical for being able to produce high-quality, consistent prints in an efficient and cost-effective manner, which saves time and money on the press floor,” says Harper’s Teufler. “Harper understands this and has been committed to assisting printers obtain the best return on investment since 1971 by investing in education, technology, research and development. This commitment is at the core of who Harper is as a company. With over 220 years of combined experience in flexography, we’re committed to working alongside printers to troubleshoot issues, solve problems, be innovative and create long-lasting partnerships.”
In manufacturing its anilox rolls, at Harper there is no such thing as “cookie-cutter,” Teufler says, as each anilox is treated as a custom roll throughout the process. “Based on the application the anilox is coated with various multi-size particles in order to create the densest coating. The anilox is then polished down to the required specifications. Once the anilox is polished to a mirror-like finish, the surface is engraved to the specified line screen, volume and geometry. Harper performs test burns on each end prior to engraving the entire anilox to ensure consistency throughout the process. Each anilox is then polished and prepared for shipment. At Harper, the anilox is inspected at each step, ensuring quality throughout the process, and then inspected again prior to shipment. If an anilox fails at any point in the process, the anilox returns to the beginning.
Harper Corporation offers anilox rolls and sleeves with a number of geometries and engravings to suit any application. Teufler adds, “Whether you are looking for the traditional geometries like the hex, trihelical, or quad, special engravings like elongated hex, or custom channel engravings, Harper has you covered.”
Apex International, over the last 30 years, has prided itself as an industry innovator, noting its pioneering work in introducing the 60° hexagonal cell that enabled platemaking to migrate to finer dot screens. “Apex was the first to deeply understand that the fine management of ink volume was the absolute key to print consistent quality and worked extensively to bring the volume of ink contained in the anilox cells under control,” van Cuijk says.
In 2010, Apex introduced its patented GTT technology. “GTT technology changed the industry and kick-started a trend of exotic engravings that had some positives but also had some negatives. For stability and control, there are only two choices for a converter: GTT that is controlled and consistent with a bigger print range, and 60° hexagonal cells engraved to optimum cell shape (not extreme specs).
Apex’s van Cuijk stresses that because the flexo print process has many variables, from tape, plate, ink, temperature, substrate, press speed and the anilox, several combinations will allow a converter to achieve a decent result. “However,” he says, “if the heart and foundation of the print process are not accurate, stable and consistent, the effect on print performance will ultimately be poor press efficiency, additional waste, longer setup times, inconsistent quality, excessive anilox inventory, excessive ink stocks, and design bounce.
“Do not let the anilox be a variable,” van Cuijk says. Apex GTT technology will give consistency and reduce the number of anilox rolls required. All flexo printers strive for enhanced productivity and increased press uptime. The best way to support and achieve this is to remove as many variables from the process as possible, reduce the need for an excessive anilox inventory, and gain control of the process.
ARC International manufactures laser anilox rollers for the narrow web, wide web, corrugated and folding carton industries. The rolls are offered in standard 60-degree hexagonal patterns, 70-degree and 75-degree extended hexagonal patterns, dependent upon the type of job being printed.
“Traditional anilox rollers are fabricated with steel, stainless steel or aluminum cores. Aluminum is chosen at times to allow for lighter weight. The latest flexographic equipment is supplied with anilox sleeves. ARC offers these with traditional fiberglass inner layers or carbon fiber inner layers, which are less prone to deteriorate and provide greater stability in the press,” Foran says, adding that what separates ARC International anilox rolls from the competition is “a combination of the highest quality chrome oxide material, latest fiber optic laser and thermally treated laser, and being able to create cells by design gives us total flexibility to service our customers’ needs with equipment, seasoned operators and technical support personnel, and exceptional lead times in the industry. We feel that ARC International is a logical choice for laser engraved ceramic anilox rollers and sleeves.”
Interflex Laser Engravers is “laser” focused on engravings and customer service. “This is what we do best,” says Bower. “We don’t make new bases or sleeves, but we will quote and keep inventory on our shelves for active customers. We don’t sell protective covers, but we will be more than glad to install or purchase and sell back to our customers. We don’t sell or make cleaners, but we will send you information on cleaners we have tested. We are able to do this because of the close relationship we maintain with our group of quality suppliers.
“We have made a concerted effort to focus on servicing our customers the best way possible. Interflex Laser Engravers offers printers a quality engraving, on a timely basis that we will stand behind. There are many anilox providers that have divided their focus on selling a variety of products. At Interflex, we put all of our efforts and pride in what we engrave. Steve Jobs said it best: Do not try and do everything. Do one thing well.”